Fundamentals & Importance
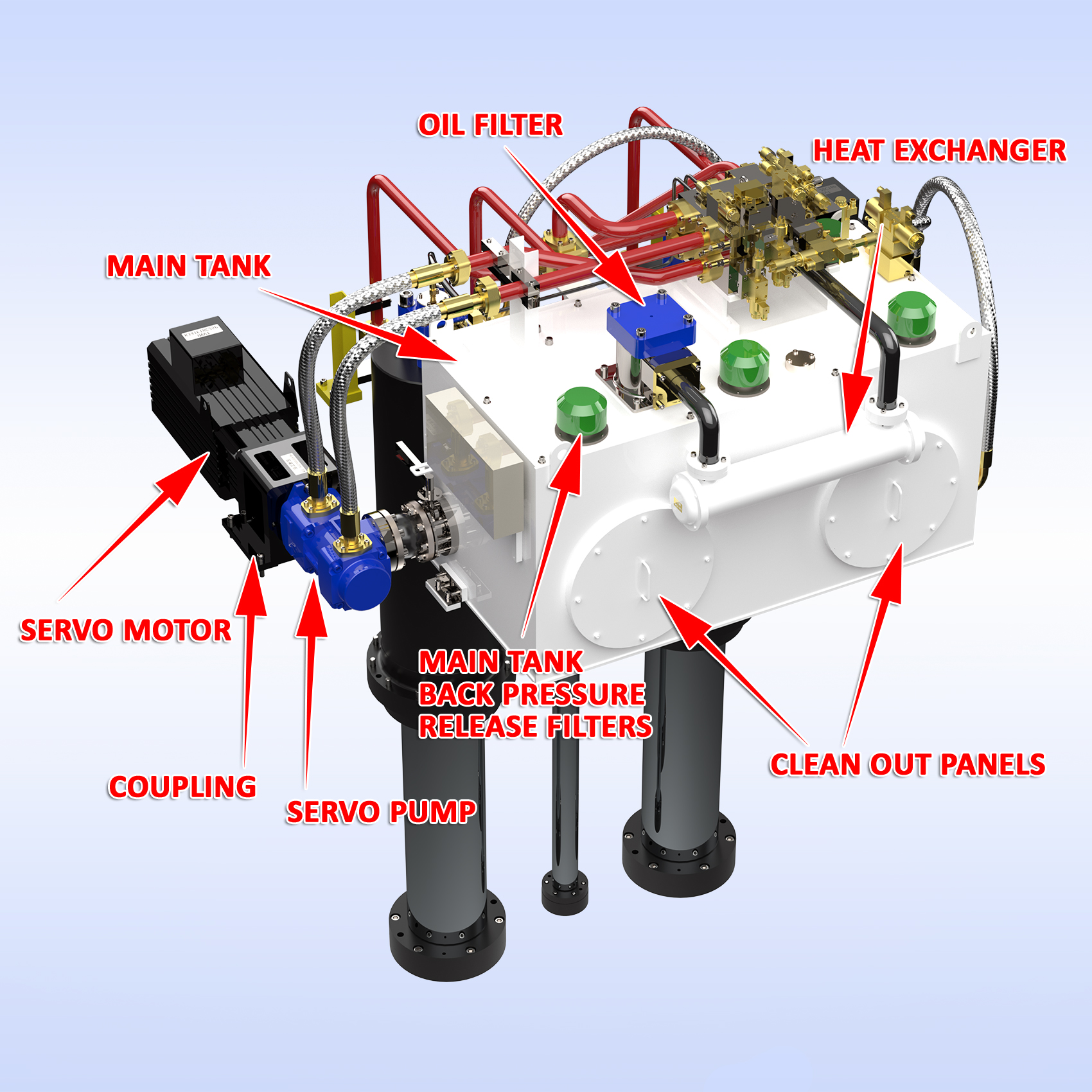
This section applies to traditional hydraulic presses and our Servo Hydraulic Presses. It is critical that the oil in your press fluid management system is clean to prevent damage to valves, cylinders and all components that the oil encounters. Temperature control is also important to prevent breakdown of oil viscosity and lubricating properties.
Best Practices for Inspection and Maintenance of Hydraulic Press Fluid Management Systems: Problem-Agitate-Solution
Problem
Hydraulic presses are the backbone of manufacturing plants, metal stamping, and fabrication shops around the globe. Their power and reliability fuel production lines and keep businesses moving. Yet, for all their robust engineering, the hydraulic press has a silent Achilles' heel: the fluid management system.
Across the industry, overlooked or neglected hydraulic fluid management leads to catastrophic breakdowns, poor press accuracy, premature component failure, and skyrocketing repair bills. Fluids deteriorate. Filters clog. Seals harden. Microscopic contaminants find their way into critical clearances, shortening equipment life and risking workplace safety. These failures do not happen overnight—rather, they are the predictable result of poor inspection practices, infrequent maintenance, and a lack of proper documentation.
The root consequence? Unexpected downtime, production delays, and loss of profits, not to mention the costs of emergency repairs and potential workplace accidents. Even the best-designed presses will suffer if their fluid management systems are neglected.
Agitate
Let's paint a realistic picture: Imagine a high-output facility relying on hydraulic presses to meet tight deadlines. Production is humming, but hidden within the hydraulic reservoirs, contaminants have started to build up. The fluid, dark and viscous, passes through worn filters barely clinging to life. A technician, rushed by schedules, skips a scheduled fluid analysis. The reservoir breather shows signs of moisture ingress, but no one checks it.
Suddenly, system pressures drop. The press shudders and slows, then locks up entirely. Inspection reveals extensive scoring on cylinder walls and galled pump surfaces—a clear sign of abrasive contamination and fluid breakdown. Metal fines and debris circulate unchecked, damaging valves and actuators before the source is even identified. The cost to repair the press runs into tens of thousands of dollars, and customer delivery dates are missed. Overtime wages soar as shifts scramble to recover. Management demands answers: How could this have been prevented?
⚠️ Hidden Dangers: Hydraulic fluid leaks can be just as insidious. Even minor leaks, left unaddressed, can drastically lower system efficiency, introduce air into the hydraulic loop, and pose slip hazards around the work area.
This scenario is far too common. Hydraulic press fluid failures rarely give early, obvious warning signs. Subtle changes—slower cycle times, increased noise, slightly elevated temperatures—are the blips before the storm. When these are missed due to poor inspection or sloppy maintenance, the results are disastrous.
Over time, leaks also mask larger component failures and waste valuable resources. Environmental and safety violations can quickly follow, exposing companies to fines and litigation.
Without a disciplined and proactive approach to hydraulic fluid management, every press in your operation is sitting on a ticking time bomb.
Solution
The good news: Catastrophic press failures, costly downtime, and poor output quality are preventable. Instituting a robust inspection and maintenance routine for your hydraulic press fluid management system is not optional—it is essential.
1. Implement Regular Hydraulic Fluid Analysis and Replacement
Do not wait until problems surface. Routine fluid analysis gives an early-indicator snapshot of system health. By sampling and testing fluids at regular intervals (as recommended by the press manufacturer or at least quarterly for high-use presses), you monitor for wear metals, moisture, contamination, and fluid breakdown.
When analysis indicates a problem, don't just top off the fluid—replace it fully. Always use the grade and type of oil specified by the OEM. Label reservoirs and create documentation for all fluid changes.
2. Monitor System Temperatures
Overheating is a killer for hydraulic systems. Use infrared thermometers or built-in sensors to monitor operating temperatures during normal press cycles. Record temperature readings and set alert thresholds at safe limits (typically between 110°F to 140°F, unless otherwise stated by equipment maker).
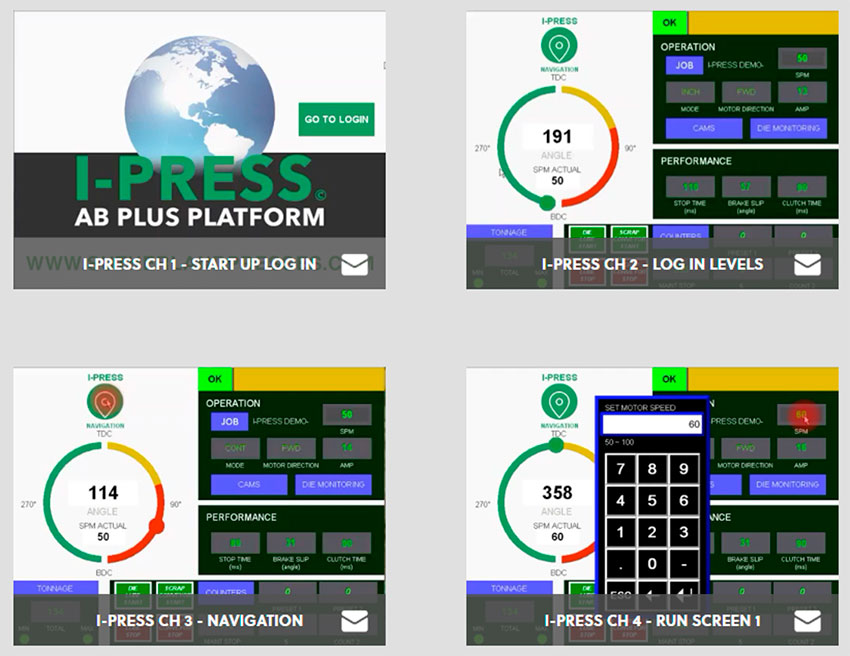
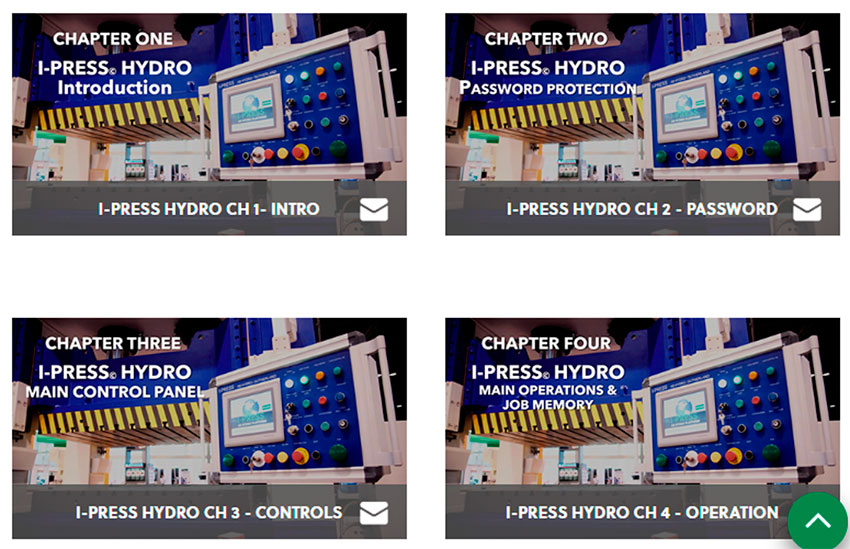
Continuous monitoring with programmable logic controllers (PLCs) or smart controls like the I-PRESS system enables real-time alerts when temperature anomalies are detected. Rapid response can avert thermal breakdown and save seals, hoses, and expensive actuators.
3. Maintain Proper Filtration
Filtration is your frontline defense. Establish a hard schedule for filter changes—many suppliers suggest every 1000 operational hours but check your manufacturer's recommendations. Always keep spare filters in inventory and never operate the press without a filter installed.
Select filters with proper micron ratings for the application. Watch for high differential pressure across the filter, which signals clogging. Track these readings in a maintenance log; sudden increases may indicate unusual contamination events that need addressing.
4. Inspect for Internal and External Leaks
Assign daily visual inspections for hydraulic leaks around hoses, fittings, cylinder seals, valves, and pumps. Leaks not only waste oil but also introduce air, lowering performance and risking cavitation in pumps.
Use absorbent pads or mats under equipment and investigate all signs of fluid build-up on or beneath presses. Tag and address leaks as soon as found—never accept a "weep is normal" mindset.
5. Check System Breathers and Reservoirs
Contaminants and moisture often enter hydraulic systems via dirty or worn breathers. Inspect and replace reservoir breathers on a scheduled basis, particularly in humid or dusty environments. Record all maintenance actions for accountability.
Schedule regular reservoir cleaning and fluid draining to remove settled sludge and particles that escape filtration. Reservoirs should never be capped air tight—a good breather is indispensable.
6. Prioritize Safety in All Maintenance Procedures
Lockout/tagout is not negotiable. Before servicing any part of the hydraulic system, bleed all pressure, disconnect power sources, and verify a zero-energy state by actuating the press and confirming no residual motion. Open guard doors and work only after confirming complete deactivation.
Provide operator and maintenance staff with up-to-date training in safe hydraulic practices. Display laminated safety checklists at each press.
7. Establish and Document Preventive Maintenance Schedules
Adopt tiered schedules—daily, weekly, monthly, and annual maintenance routines.
- Daily: Visual checks for leaks, odd noises, temperature excursions.
- Weekly: Filter and breather inspections, hose integrity checks, fluid level readings.
- Monthly: Fluid sampling and analysis, detailed system inspection, pressure calibration if necessary.
- Annually: Comprehensive system flush, replacement of wear components, review of previous year's maintenance logs for trend analysis.
Using digital maintenance management systems or spreadsheets, document every action: what was inspected, what was replaced or adjusted, fluid readings, anomalies found, and repair notes.
8. Leverage Technology for Proactive Maintenance
Modern hydraulic presses offer integrated diagnostic systems capable of flagging abnormal readings and trending performance data over time. Utilize these to automate condition-based maintenance alerts, further minimizing unexpected failures.
Intelligent controls permit remote monitoring and automated shutdowns in response to critical system issues. Stay ahead of problems by reviewing analytics and acting on early warnings rather than waiting for breakdowns.
9. Keep the Work Environment Clean and Organized
Dirt, dust, and debris are common enemies of hydraulic systems. Institute cleanroom practices where possible: keep the press area swept, avoid stacking materials near reservoirs, and mandate "closed fluid" transfer systems when refilling tanks.
Seal off reservoirs when not in active use and regularly wipe down exterior press surfaces to prevent contaminant migration.
10. Train and Empower Your Team
A proactive maintenance culture is built on knowledge and shared accountability. Regularly retrain technicians and operators in fluid management protocols, warning signs, and emergency response. Encourage reporting of anomalies without penalty and foster a no-blame approach to solving problems.
Conclusion
Properly maintained hydraulic fluid management systems underpin not only the performance and reliability of your presses but also the safety and profitability of your entire operation. Adopting a disciplined and thorough inspection and maintenance program, leveraging modern diagnostic tools, and instilling a culture of proactivity will ensure your hydraulic presses deliver peak performance year after year.
For companies serious about maximizing uptime and minimizing risk, there is simply no substitute for rigorous, scheduled, and documented fluid management best practices. Start today—your presses, your team, and your bottom line will thank you.
Frequently Asked Questions - Hydraulic Fluid Management
Q: What is the ideal operating temperature for hydraulic fluid?
Optimal operating temperature is typically between 110°F to 140°F. Overheating degrades fluid properties and damages seals. Use infrared thermometers or built-in sensors for monitoring.
Q: How often should hydraulic fluid be analyzed?
At minimum quarterly for high-use presses, or per manufacturer recommendations. Analysis monitors wear metals, moisture, contamination, and fluid breakdown for early problem detection.