Air, ACB, Clutch & Brake, Connection Points.
The Foundation of Every Mechanical Press.
Eighty percent of unplanned press downtime traces back to the four foundation systems below. Industry data places unplanned downtime at 23% of all lost production hours in forming and forging plants. The remediation is not a software upgrade or a control retrofit. It is a weekly maintenance cycle on systems that have not changed since the 1940s, executed with discipline. This article documents specific failure thresholds, inspection intervals, and the test methods Sutherland service technicians use on every preventative maintenance audit.
The four systems covered here are the foundation: air systems, the Air Counter-Balance (ACB), the clutch and brake unit, and the connection points that transfer drive energy from motor to slide. Every other system on the press depends on these four operating to factory specification. The full eleven-system reference is documented in the Sutherland Press Maintenance Tips.
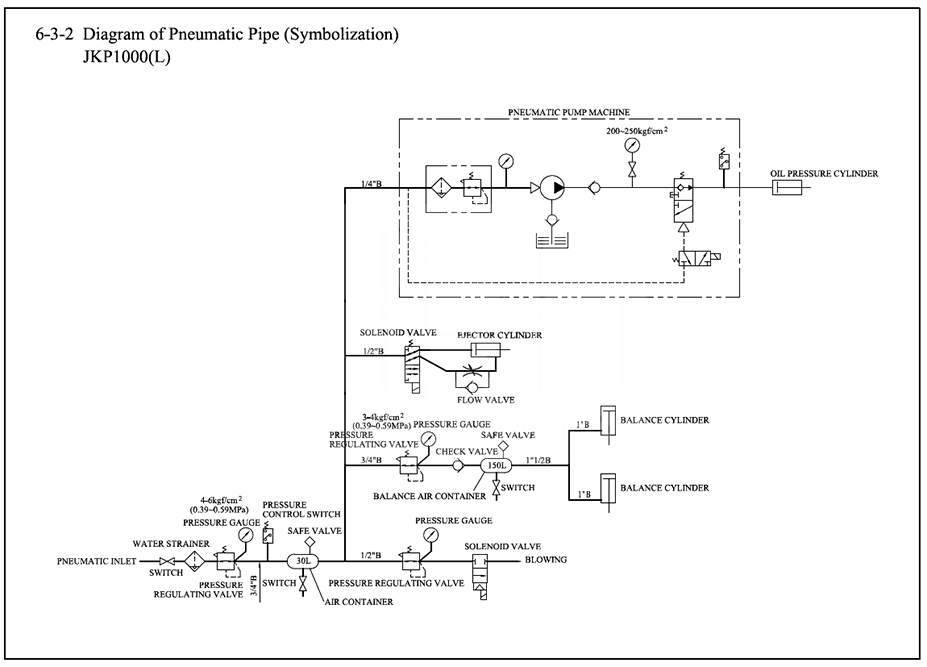
Air Systems. The Pneumatic Backbone.
Air systems are crucial to mechanical presses and necessary on most servo hydraulic presses. They drive the clutch and brake, the air counter-balance, the HOLP overload protection, and (on hydraulic presses) the slide locking mechanism. Every press should be equipped with an electronically monitored air pressure switch that prevents press operation when supply pressure falls below the factory specification.
How often should air supply tanks be drained?
What happens when air pressure drops below factory spec?
What should be inspected on every weekly air system walk?
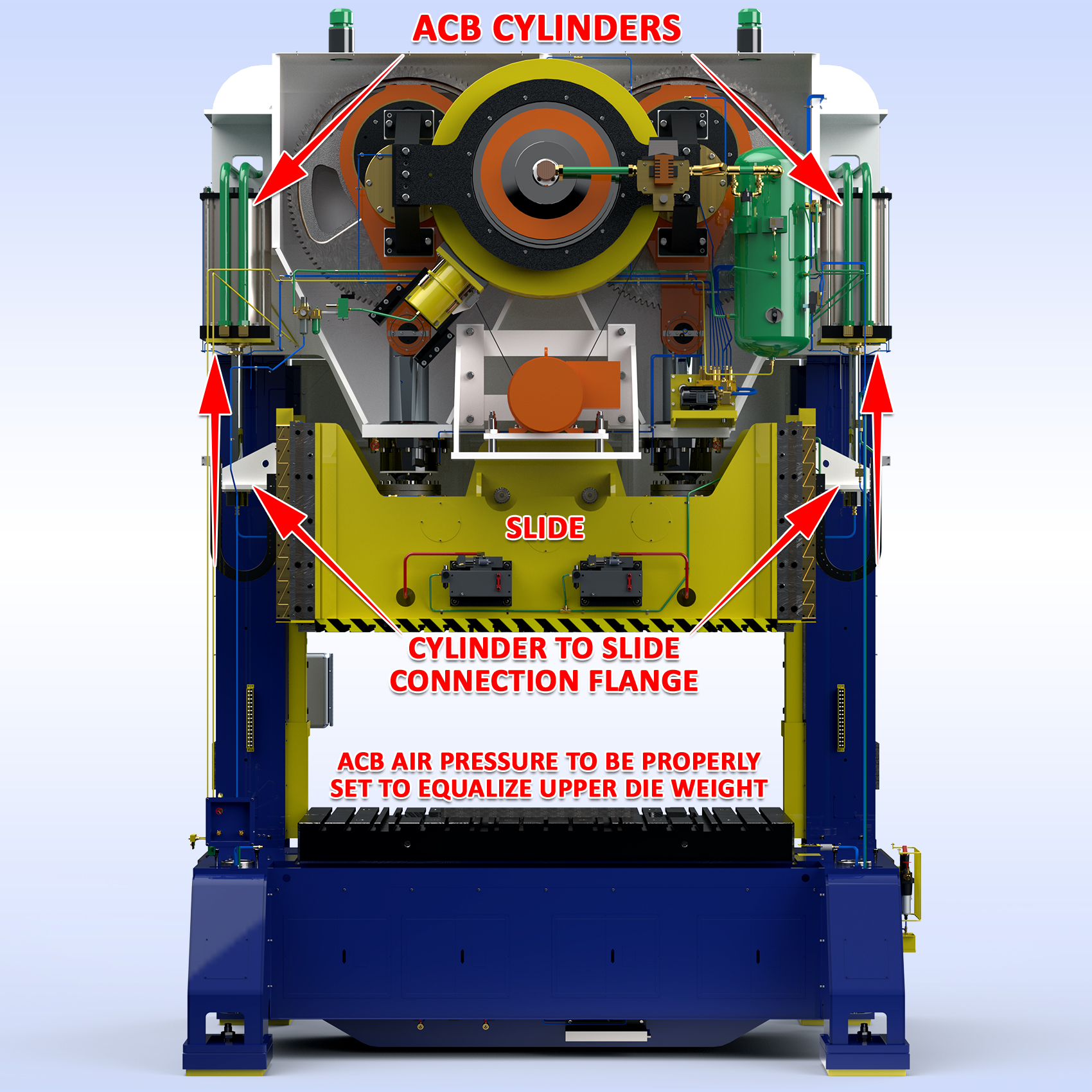
ACB Systems. The Most Overlooked System on the Floor.
The Air Counter-Balance supports the weight of the upper die and slide. Set correctly, it allows lubrication to circulate to drive bearings and bushings during the stroke. Set incorrectly, it transmits every die change into a hammering load on the drive system. ACB is the most consistently mismanaged system on stamping presses, primarily because resetting pressure for each new die requires discipline that production schedules tend to override.
What is the difference between static and dynamic ACB load?
How do you verify ACB pressure is set correctly?
What are the symptoms of an ACB leak?
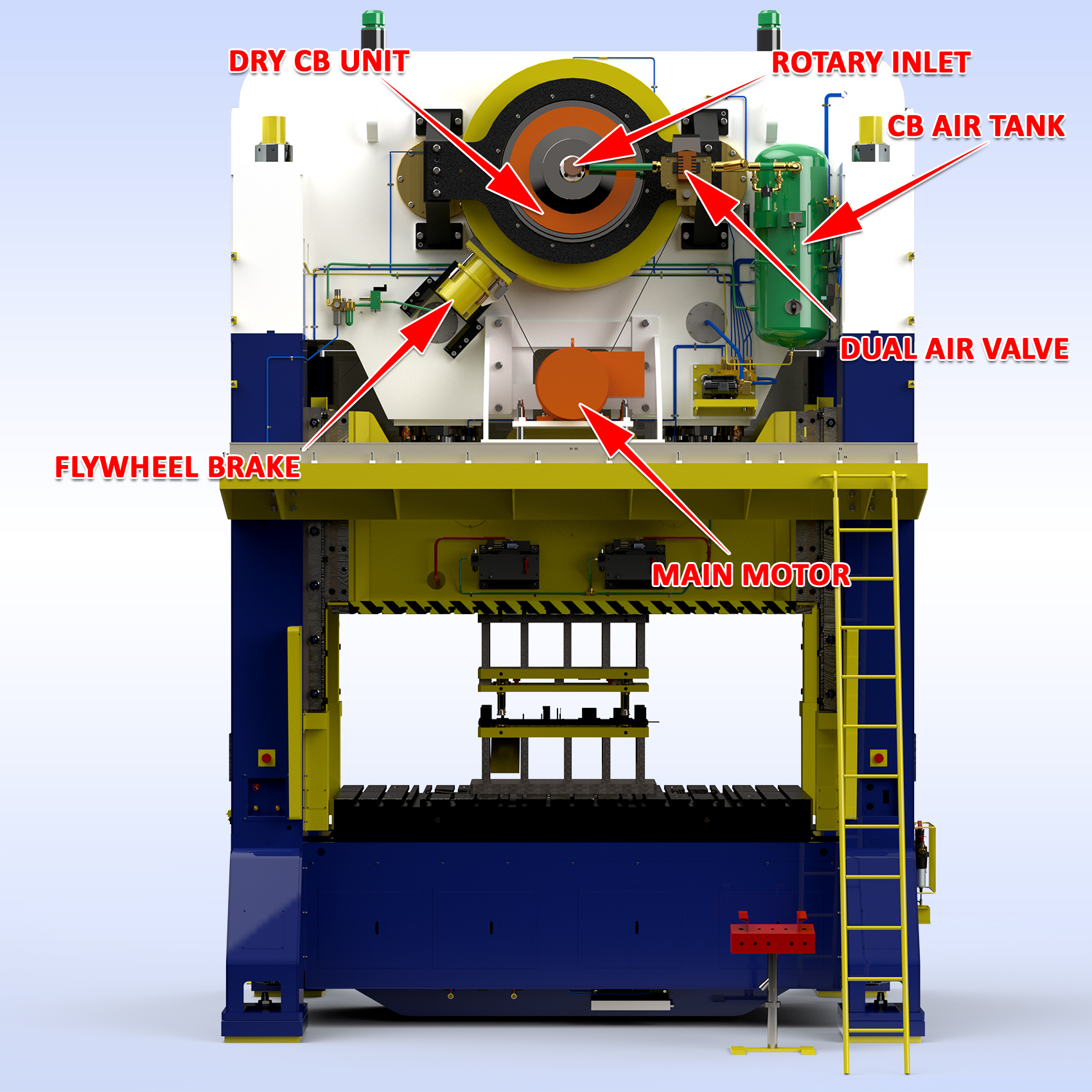
Clutch & Brake. Where Safety Lives.
The clutch and brake unit converts continuous rotational energy from the flywheel into the controlled stroke and stop the operator sees. There are two configurations in service: dry air systems using friction lining plates and air pressure, and wet systems using oil-cooled lining plates and hydraulic actuation. Both fail catastrophically when neglected. Failure modes are different. Maintenance protocols are different. Personnel safety implications are identical.
How should single-stroke mode behave on a healthy press?
What is the weekly inspection routine for dry clutch and brake?
What is different about wet clutch and brake maintenance?
Connection Points. Where the Bill Comes Due.
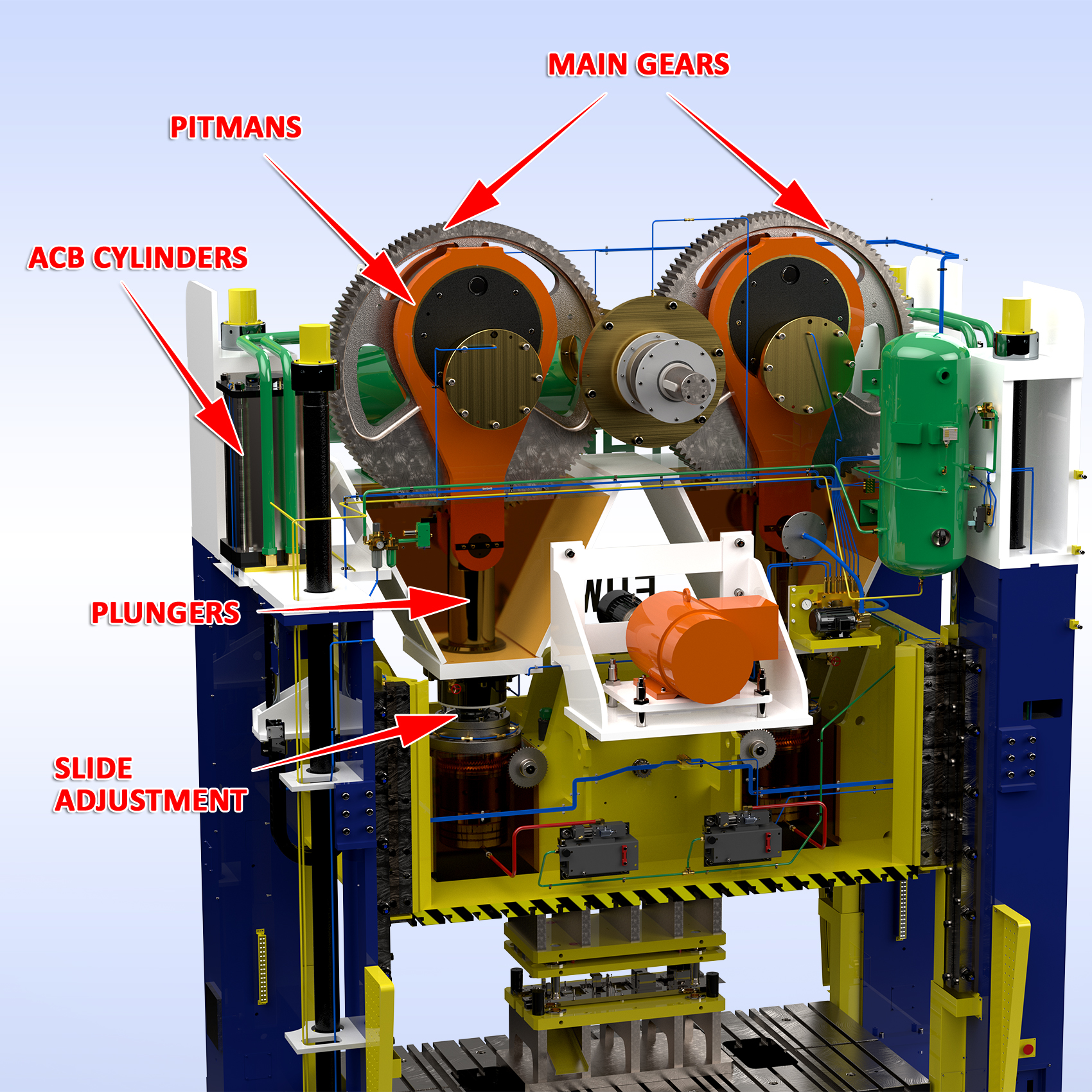
The drive train transfers energy from main motor to slide through four sequential connections: motor to flywheel coupling, flywheel to clutch, clutch to crankshaft, crankshaft to ram. Each connection is where the consequences of the previous three systems show up. Wrong ACB pressure hammers these connections. Sluggish clutch response snaps them. Reverse tonnage from blanking releases stored energy back through them in milliseconds. The connection points do not generate problems. They absorb them.
What is snap-through tonnage and what threshold is safe?
How do ACB and HOLP work together on the drive system?
What should be inspected on the connection points themselves?
Weekly Inspection Checklist. Print and Walk the Floor.
- WeeklyDrain all air supply tanks to remove condensation and moisture
- WeeklyVerify no-leak condition on every fitting, hose, and connection in the air system
- WeeklyCheck pressure regulator settings against factory schematic and pressure switch trip point
- Per DieReset ACB pressure for measured upper die weight, marked on the die
- Per ShiftVerify main motor amp gauge shows minimal fluctuation during operation
- Per ShiftTest single-stroke stop position at or near Top Dead Center
- Per ShiftTest emergency stop in continuous mode for instant engagement
- WeeklyClean exhaust mufflers on electronically controlled clutch valves
- MonthlyInspect flywheel brake travel and replace thin or glazed pads
- WeeklyInspect ACB rods for scoring marks indicating seal damage
- Per JobVerify reverse tonnage under 10% of press capacity on blanking operations
- Per DieConfirm HOLP setpoint matches die requirements, not a universal setting
- QuarterlyInspect connection points for scoring, cracks, deformation, or fatigue
This checklist is one page of a thirteen-page audit form Sutherland service technicians run on every preventative maintenance visit. The full Sutherland PMP documents every finding with photographs and rates each item Red, Yellow, or Green. The same methodology is what kept a Fortune 100 customer running 107 million strokes across five years with zero unplanned downtime.
What Disciplined Foundation Maintenance Buys You. Every Shift.
Less Unplanned Downtime
Catch drift in air, ACB, and clutch pressure during weekly walks, not during a production run. A drained surge tank costs ninety seconds. A blown clutch costs three shifts.
Longer Drive Train Life
The motor coupling, flywheel, clutch, and crankshaft connections absorb every error in the systems upstream. Correct ACB pressure and clean clutch response keep them out of the repair queue.
Safer Operator Environment
Single stroke that stops at Top Dead Center. Emergency stop that engages instantly. These are not nice-to-haves. They are the difference between a good shift and an OSHA incident.
Predictable Die Life
Reverse tonnage under 10% of press capacity. ACB set for measured upper die weight. Hammering and shock loads are what shorten die life. Eliminate the hammering, extend the tooling.
Repeatable Quality
A press that delivers consistent tonnage on consistent strokes makes consistent parts. Foundation discipline is the floor that everything downstream is built on.
Lower Total Cost of Ownership
A small ACB leak caught in inspection costs a seal. A blown ACB cylinder caught after the fact costs a teardown, a rebuild, and the production behind it. The math is not subtle.
Four systems carry every stroke. Drain air tanks weekly. Reset ACB pressure for every die change. The slide should stop near Top Dead Center in single-stroke mode or the clutch needs attention. Reverse tonnage on blanking must stay under 10% of press capacity. If any one of these drifts, the connection points pay the bill, and the bill compounds.
Specify the Right Press. For Your Operation.
Whether you are evaluating a new press, planning a retrofit, or extending the life of equipment already on your floor, our engineering team will review your application, walk through configuration options, and help you identify the right specification for your production environment.