Maintenance Reference | For Engineers and Maintenance Teams
Controls, Gibs & Guides, HOLP.
The Precision Systems of Every Mechanical Press.
After the foundation comes precision. A press can have perfect air pressure, perfect ACB, and a perfectly serviced clutch and brake, yet still produce dies that fail at seventy-five percent of expected life. The cause is almost always upstream of the die. Misalignment, neglected gib clearances, an untested control circuit, or a HOLP system that has not been verified in months. A misalignment of 0.001 inch between the ram and bolster has been documented to reduce die life by 25 percent or more. This article covers the systems where small errors compound into expensive failures, and what to inspect to keep them in spec.
The systems covered here are press controls and electrical enclosures, gibs and slide guidance, ram-to-bolster parallelism, and hydraulic overload protection. They are Systems 05, 06, and 07 of the eleven-system maintenance reference. The full reference is documented on the Sutherland Press Maintenance Tips page.
25%
Die Life LossFrom 0.001" Misalignment
110%
HOLP TriggerOf Press Capacity
0.001inch
Max ToleranceRam to Bolster Parallel
System 05 of 11
Press Controls. Where Safety Is Engineered, Not Improvised.
Press controls govern every safety circuit, every interlock, and every stop function on the machine. They are the most heavily regulated system on the press and the one most often modified by well-meaning maintenance staff trying to "fix" a nuisance fault. Both habits create risk. No person should operate or modify press controls without full training, the press manual, and written approval from the press builder for any change to factory configuration. Point-of-operation guards are the sole responsibility of the end user and must be verified at minimum weekly.
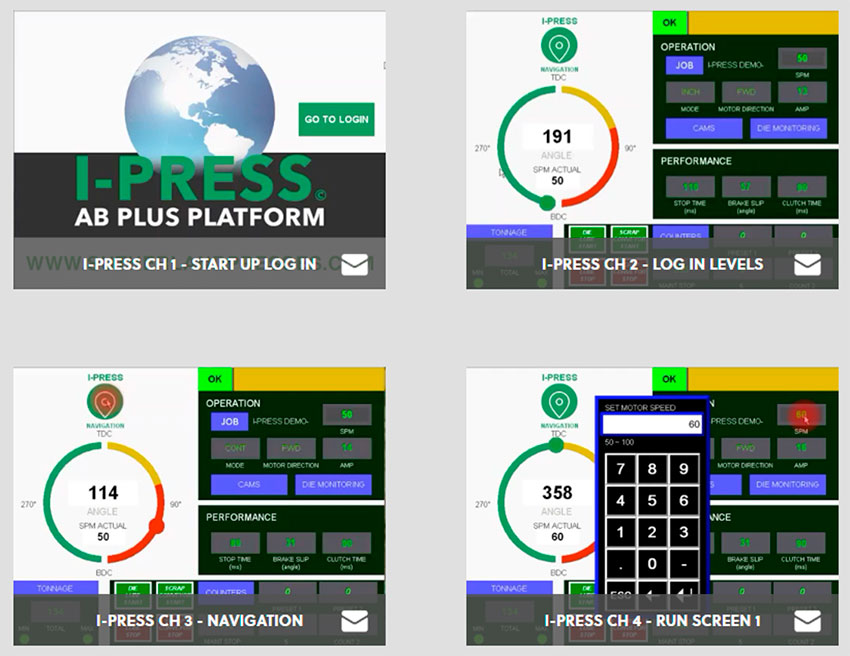
Sample Press Control System | I-PRESS controls with HMI and safety circuit integration
What should be tested on weekly press control inspections?
Test every press function in sequence: start, stop, emergency stops, limit switches, interlocks, mode selector switch, and point-of-operation guards. Verify activation is immediate and consistent across all stations. Log any lag, delayed response, or anomaly and remove the press from production until the cause is identified. Activation that is even slightly slow is a leading indicator of relay wear or contact pitting.
How should electrical enclosures be inspected?
Open enclosures only with the press fully de-energized and lockout/tagout in place. Inspect for dust accumulation, moisture intrusion, corrosion, and discoloration or burnt odor on terminals. Verify tightness on every terminal screw and connector block. Clean with approved brushes or vacuum only. Never use compressed air inside an enclosure. It drives contaminant particles deeper into relays and contactors where they cause intermittent failures that are nearly impossible to diagnose later.
Who is authorized to modify press controls or safety circuits?
Only trained, authorized personnel with written approval from the press builder. Bypassing, rewiring, or adjusting press safety circuits without that approval voids the warranty, violates OSHA, and transfers liability for any subsequent operator injury to the modifying party. The shortcut to clear a nuisance fault is the long path to a recordable incident. Document every authorized modification with date, technician, and the engineering approval reference.
Critical Test
Single-stroke E-stop activation in continuous mode - Instant engagement or remove from service
System 06 of 11
Gibs & Parallelism. Where Die Life Is Won or Lost.
The gib system controls the lateral movement of the slide as it travels through the stroke. Modern presses use full-length adjustable gibs on all four corners of the slide to minimize clearance and control off-center loads. When gib clearance drifts, the slide develops camber, pitch, or yaw, and parallelism between the ram and bolster breaks down. A misalignment of 0.001 inch reduces die life by 25 percent. Severe misalignment can nearly halve expected tooling longevity. The damage is rarely catastrophic in a single event. It compounds across thousands of strokes until the die exits service early and the maintenance team is left looking for a root cause that is upstream of the tooling.
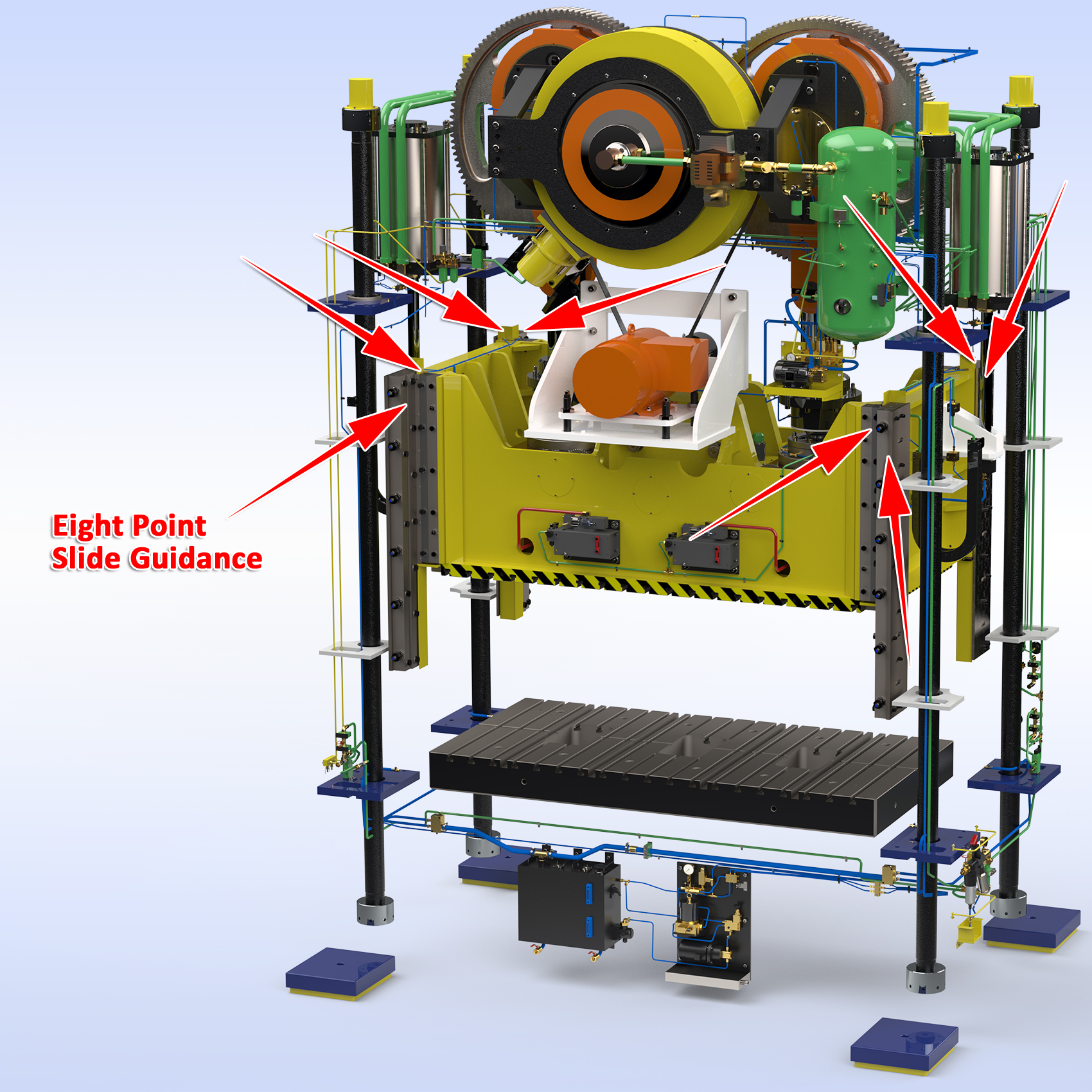
Gibs, Slide Guides & Parallelism | Four-corner adjustable gib system and inspection reference
How often should gib clearances be checked?
Inspect gib clearances during every scheduled preventive maintenance interval, minimum monthly for high-cycle presses. Use the manufacturer's specification and a certified dial indicator. Log every inspection and adjustment with the date, technician, measured clearance, and any corrective action. Trended data identifies the wear rate of each gib face and allows planned liner replacement instead of emergency replacement.
What is the difference between a hot gib and a cold gib?
A properly set gib runs cool to the touch after a production run. Cold gibs indicate correct clearance and adequate lubrication. A hot gib is a signal of excess friction, caused by over-tightened clearance, lubrication failure, or contamination in the gib face. Stop the press, verify clearance against specification, and confirm lubrication flow at the gib before resuming production. Running on a hot gib accelerates wear on the gib liner, the slide adjustment mechanism, and the connecting rods.
How is ram-to-bolster parallelism measured?
Use a precision dial indicator or laser alignment system between the slide face and the bolster surface at multiple measurement points across the bed area. Take readings at top dead center, bottom dead center, and at a representative production position. The maximum allowable deviation is 0.001 inch across the bed unless the manufacturer specifies tighter for the application. Document every measurement and correction.
What causes parallelism to drift out of specification?
Three causes account for nearly all parallelism drift: worn or improperly adjusted gibs, foundation settling under the press, and damage from a previous overload event that was not properly inspected at the time. Foundation settling is most common in the first eighteen months after installation and after any seasonal moisture shift in the plant floor. A parallelism check is the fastest way to flag all three.
Parallelism Specification
Ram to bolster across the full bed - Under 0.001" | Above spec: identify cause before next die
Questions About Your Press?
Sutherland engineering is ready. Same day response.
Get In Touch
System 07 of 11
HOLP. The Last Line Before the Rebuild.
Hydraulic Overload Protection is the final defense between an overloaded press and a catastrophic mechanical failure. When tonnage exceeds 110 percent of press capacity, HOLP instantly releases pressure, stops the drive, and frees the stuck die before the drive train absorbs the shock. A correctly maintained HOLP system protects the slide adjustment mechanism, the connecting rods, the crankshaft, and every connection point above the bolster. A neglected HOLP system protects nothing. The most common HOLP failures trace to two preventable errors: overfilled oil tanks and unauthorized pressure adjustments.
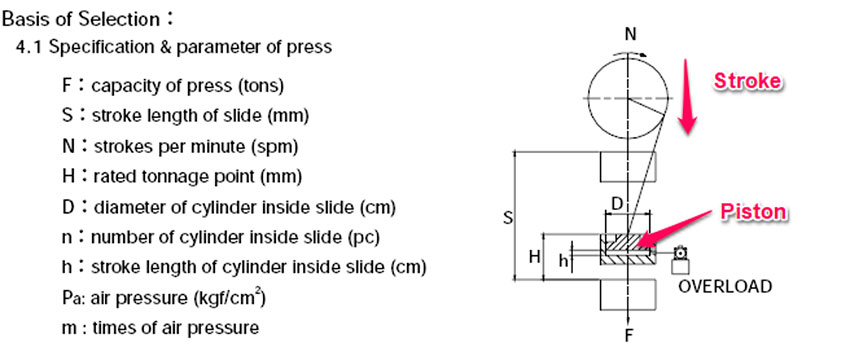
HOLP System | Hydraulic Overload Protection with sight gauge and release valve assembly
At what tonnage does HOLP activate?
110 percent of press capacity. At this threshold HOLP releases hydraulic pressure, frees the die, and stops the drive system. The 110 percent factor is calibrated to react before mechanical components reach yield. Adjusting the pressure setting higher does not buy headroom. It allows shock loads to reach the drive train at full force and accelerates wear on the slide adjustment, suspension points, and crankshaft.
Why is the HOLP oil level critical?
Oil must sit at the midpoint of the sight gauge, never at the top, with the press in the ready-to-run state and system pressurized. When HOLP activates, oil displaces from the HOLP pistons into the tank. If the tank is overfilled, displaced oil has nowhere to go. The result is blown seals, ruptured lines, and damage to the suspension points. An overfilled HOLP is more dangerous than a HOLP that does not exist. Check the level weekly.
How is HOLP function verified?
Reserve time every week to test the system. Place a dial indicator between the bolster and the slide, activate the HOLP release, and confirm proper upward movement of the slide. Verify gauge readings against specification before and after activation. Confirm all valves and pistons move freely with no binding. Log every test. Any anomaly is grounds for immediate investigation and repair before production resumes.
What pressure setting should HOLP run at?
The factory specification, exactly. Adjusting HOLP pressure above or below the manufacturer's setpoint risks damage to the press drive system, voids the warranty, and creates cumulative damage from undetected overload events. The setting is calibrated to the press tonnage rating and the design margins of the drive train. There is no production benefit to changing it. If a recurring overload condition suggests a setpoint adjustment, the correct response is to identify the production cause, not adjust the protection.
HOLP Setting Discipline
Factory pressure setting maintained - Verified weekly | Never field-adjusted
Why It Matters
What Disciplined Precision Maintenance Buys You. Every Shift.
01
Predictable Die Life
Ram-to-bolster parallelism inside 0.001 inch and gibs set to spec add 25 percent or more to expected tooling life. The math compounds across every die in the rack.
02
Lower Tooling Replacement Cost
A parallelism drift caught in monthly inspection costs a gib adjustment. The same drift caught after the fact costs the next progressive die, plus the tryout time to prove the replacement.
03
Faster Setup Times
A press with verified parallelism and known-good controls eliminates the troubleshooting cycle on every die change. Setup teams stop chasing ghosts caused by upstream drift.
04
Safer Operator Environment
Weekly control circuit tests catch interlock failures before they catch operators. A point-of-operation guard inspection schedule is the difference between a clean OSHA record and an incident report.
05
Production Continuity
A correctly maintained HOLP turns a stuck die into a five-minute reset instead of a three-week rebuild. The setpoint that protects the press is the setpoint that protects the schedule.
06
Audit-Ready Documentation
Logged parallelism measurements, certified gib clearance records, and dated control inspections satisfy customer quality audits without scrambling. The paper trail is the credibility.
Key Takeaways
Precision drifts in three places. Untested controls fail without warning. Gibs run hot when clearance is wrong, and die life drops fast when ram and bolster fall out of parallel. HOLP protects nothing if the oil sits at the top of the sight gauge or the pressure setting has been field-adjusted. The systems hold tolerance. The schedule holds the systems. The discipline holds the schedule.
Questions or Consultation
Keep Your Press Running. Your Way.
This three-part press maintenance series covers the eleven systems that govern press reliability, safety, and ROI. Whether you operate a Sutherland press or another builder's equipment, these fundamentals apply. Our team is available for engineering consultation on maintenance strategy, equipment evaluation, or retrofits.
Same Business Day Response